WET & DRY BOILER STORAGE METHODS:
In this blog we will examine proper procedure for short and long-term boiler storage. Certain boiler owners that don’t use their boilers for steam or hot water processing perform storage techniques each year, in effort to keep those boilers not required for process or comfort heat from corrosion. Though not inclusive, the storage process can greatly eliminate missteps that can lead to costly repairs after boilers are shut down for the season.
Best Practice: There are two (2) basic methods of laying up a boiler for extended periods of time; wet and dry storage.
Short Term Storage: Though Wet or Dry is acceptable, wet storage may be beneficial due to lower overall water loss along with time & material (chemicals & absorption media) savings.
Long Term Storage: Dry storage is the best method. This avoids the normally wetted steel surfaces from experiencing advanced corrosion. See details that follow.
Wet Storage
1) If the unit is to be stored for no longer than a month and emergency service is required, wet storage is satisfactory. Wet storage is not generally employed for boilers that may be subjected to freezing temperatures. Several alternative methods may be employed.
- The boiler to be stored should be closed and filled to the top with chemically treated feedwater or condensate, to minimize corrosion during standby storage.
- Water pressure greater than atmospheric pressure should be maintained within the boiler during the storage period.
- A tank may be connected to the highest vent of the boiler to maintain statis head pressure above that of atmospheric pressure.
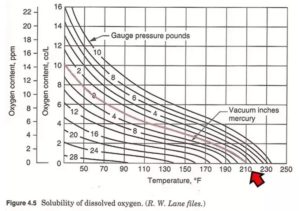
- For short periods of wet storage, the water or condensate in the boiler should contain approximately 450 PPM of caustic soda and 200 PPM of sodium sulfite. Similar products may be used as recommended by your water chemist.
- If the boiler is equipped with a superheater of the drainable type, it can also be filled with the above, described treated water by overflowing from the boiler vessel.
- If the superheater is non-drainable, it should be filled with condensate or demineralized water containing no more than 1 PPM of dissolved solids. Before introducing the water into the superheater, sufficient hydrazine should be added to achieve a concentration of about 200 PPM.
- Sufficient volatile alkali should also be added to produce a pH of 10. The treated water may be introduced into the superheater through an outlet header drain until the water flows into the boiler. When the superheater is filled, close the vents and drains. This quality of water may also be used in the boiler.
- If the storage period should extend beyond a month, the concentration of hydrazine 1should be doubled.
2) As an alternative, the boiler may be stored with water at normal operating level in the drum and nitrogen maintained at greater than atmospheric pressure in all vapor spaces.
- To prevent in-leakage of air, it is necessary to supply nitrogen at the vents before the boiler pressure falls to zero as the boiler is coming off the line.
- If boiler pressure falls to zero, the boiler should be fired to re-establish pressure and drums and superheaters thoroughly vented to remove air before nitrogen is admitted.
- All partly filled steam WET STORAGE drums and superheater headers should be connected in parallel to the nitrogen supply.
- If nitrogen is supplied only to the steam drum, nitrogen pressure should be greater than the hydrostatic head of the longest vertical column of condensate that could be produced in the superheater, or a minimum of 5 psi. 3.
- Rather than maintain the water in the boiler at normal operating level with a nitrogen cap, it is sometimes preferred to drain the boiler completely, applying nitrogen continuously during the draining operation and maintaining a pressure of nitrogen greater than atmospheric throughout the draining and subsequent storage.
Dry Storage
Dry storage is preferable for boilers out of service for extended periods of time or in locations where freezing temperatures may be expected during standby.
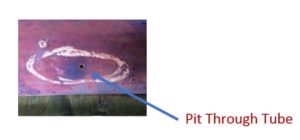
- The cleaned boiler should be thoroughly dried, since any moisture left on the metal surface would cause corrosion.
- After drying, precautions should be taken to preclude entry of moisture in any form from steam lines, feed lines, or air.
- A moisture absorbing material should be used, such as quicklime, at the rate of two (2) pounds, silica gel or Drierite at the rate of five (5) pounds for 30 cubic feet of boiler volume. It may be placed on desiccant trays inside the drums or inside the shell to absorb moisture from the air.
- The manholes should then be closed and all connections on the boiler should be tightly blanked.
The effectiveness of the materials for such purposes and the need for their renewal should be determined through regular internal boiler inspections.
We would strongly recommend that large signs be placed in conspicuous places around the boiler to indicate the presence of moisture absorbing materials. The message to be conveyed can be as follows: Note: Moisture absorbing material has been placed in both the fireside and waterside of this boiler. These materials must be removed before any water is introduced into the boiler and before the boiler is fired.
For long periods of storage, internal inspections should be performed to assess the condition of the moisture absorbing materials. Such inspections should be initiated monthly, unless experience dictates otherwise. The moisture absorbing material increases in volume as moisture is absorbed, making it necessary to use deep pans. Fresh material should be substituted as needed at the time of the inspection. Alternatively, air dried externally to the boiler may be circulated through it. The distribution should be carefully checked to be sure the air flows over all areas.
Other Protections:
Boilers stored in other than a dry, warm protected atmosphere, should have exterior component protection. Also, common vented boiler consideration included below.
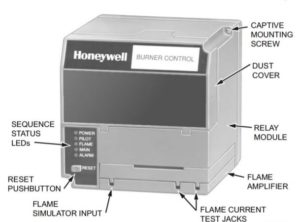
- Burner components that are subject to rust, such as jackshaft, linkage, valve stems, moving parts, etc., should be lightly coated with a rust inhibitor and covered to protect them from moisture and condensation.
- Electrical equipment, electronic controls, relays, switches, etc., should be similarly protected.
- Pneumatic controls, regulators, diaphragm or piston operated equipment should be drained or unloaded and protected so that moisture, condensation, rust, etc. will not damage the equipment during a long period of storage.
- Feedwater lines, as well as blowdown, soot-blower (if equipped), drain lines, etc., should all be drained and dried out.
- Valve stems, solenoid valves and diaphragms should all be protected by lubricant, rust inhibitors, plastic coverings or sealants.
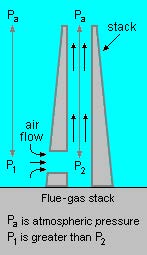
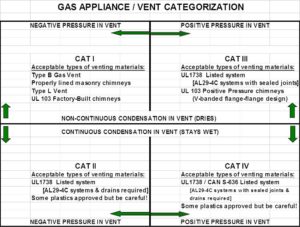
- Where boilers are “common vented” and only one boiler will be stored, be sure to seal or block-off & VISUALLY TAG vent opening at the flue gas outlet to eliminate possible moisture and potential flue gas entry from the fireside via down or backdraft. Monoxide detection alarm in boiler room recommended.
Consult your boiler water treatment professional if further guidance is required.
Customer Service:
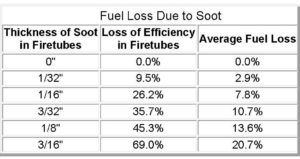
Our Service Team is ready to assist in preparing to store your boiler or bringing your boiler out of storage in preparation for the upcoming heating season. This includes, cleaning, replacing filters, re-gasketing, filling, closing and firing your boiler(s). Additionally, we can perform your CSD-1 testing and reporting along with combustion checks and/or setting and offer recommendations which can help you save on annual fuel costs. Visual inspection and function testing of critical components to reduce emergency and demand maintenance costs are also done at this time.
Contact one of our team professionals to obtain pricing or schedule your service visit.
CALL (248) 589-8220 – Service: Brian Frank at EXT. 116 or Lou Willoughby at EXT. 123
Scheduling: Debra Smalstig at EXT. 117 or Brian Frank at EXT. 116
Storage basics Courtesy of Cleaver-Brooks w/supplemental commentary by:
M. Conley / D. J. Conley Associates Inc. 1974 – present.




 A Typical Standard burner single point positioning / jackshaft control
A Typical Standard burner single point positioning / jackshaft control