
In the previous blog we reviewed water and boiler feedwater basics.
We continue with emphasis on components suggested for pre-treatment. Ask your boiler manufacturers’ representative and water treatment consultant for recommendations, as there may be additional requirements related to specific boiler technologies and your particular application. As mentioned in Part 1, oxygen corrosion and scale buildup are the two major factors in boiler waterside failure. Rest assured, if you have a boiler made with processed iron or steel, your boiler will corrode over time. This happens from concentrations of caustic or acid in water, with oxygen attacking the boiler’s magnetite layer which, if not protected, can happen at an advanced rate.
CLOSED LOOP HYDRONIC SYSTEMS
Traditional Low Temperature Hot Water Systems generally operate between 150° F to 200° F while condensing boilers expand that range to 130ᵒ F and below, taking advantage of the latent heat from condensation once dew point is reached. Here are a few tips when operating hot water boilers in closed-loop systems:
- Always include either a digital or analog low volume/flow meter to record and identify make-up water loss.
- Weekly readings should be taken to ensure system leaks are not present.
- Losses can occur from leaking drain valves, piping, air vents, expansion tanks, air separators, system valves, pump seals, coils, or other heat exchange equipment.
- Once discovered, they require immediate correction to avoid damage or costly repairs.
- Upon repair, system water must be replenished and chemicals added, then verify proper chemistry is restored.
- Boiler warm up should follow, bringing system water temperature and flow to normal operating throughout the building, driving off oxygen and releasing trapped air via vents.
Some manufacturers and owners prefer softened water for make-up to a hot-water system while others consider it unnecessary if properly treated and monitored. Other water loss can be due to normal preventive maintenance as required by manufactures. With code changes through the years certain jurisdictions only require internal inspection of waterside on ASME Section IV heating boilers every 3 years however manufacturers recommendations must be followed to maintain warranties and adhere to best practice.
Medium and High Temperature Hot Water Closed Loop Systems generally operate at temperatures from 230ᵒ to 420ᵒF. These systems require special consideration for make-up because of higher required loop pressure. Due to elevated operating temperatures, make-up water must first be softened and preheated to de-aerate and avoid thermal shock, then chemically treated, and pumped to overcome system head. Other options may apply and should be considered for your individual system.
STEAM SYSTEM PRE-TREATMENT OPTIONS
The following approach offers a “general guide” to pre-treatment recommendation. A comprehensive analysis of the following system characteristics is utilized to provide best equipment options for your facility.
Information required to select a quality make-up water solution:
- Incoming water analysis
- Incoming water pressure
- Incoming water temperature
- Percent make-up water anticipated, Includes:
- Blowdown loss
- Steam pressure to deaerator or feedwater tank pre-heater
- Process steam use in lbs./hr.
- Other system use or loss in lbs./hr.
- Operating steam pressure of boiler
- Steam use detail
- Comfort heat through coils (% returned)
- Direct – live steam injection (% make-up)
- Live steam to food process (% make-up)
- Live steam to humidification (% make-up)
- Domestic use via heat exchangers (% returned)
- Sterilization (% make-up)
- Exhaust steam (% make-up)
- Flash steam available in PPH (either % return or make-up)
- Budgetary constraints
- Physical space
- Pre vs. Post treatment or both – Evaluation of offset costs
- Risk tolerance
Answers to the above are analyzed, with resulting answers used to select best equipment options for your facility.
Most modern steam plants include pre-treatment using at minimum, a water softening system, deaerator or feed tank with steam pre-heater, chemical feed pumps and storage. Additionally, most steam boilers incorporate automatic surface blow-off based on measured conductivity in boiler water. Some include blowdown heat recovery systems and/or condensing economizers to preheat make-up water. Choosing the wrong equipment (or none at all) can result in greater cost over the life cycle of your boiler plant. Assistance in selection from engineers, contractors, or suppliers can reduce long-term expense and limit operational liabilities. It is up the owner to make an informed decision.
WATER SOFTENER
When selecting a water softening system to eliminate water hardness, we suggest a twin automatic (shown below) to ensure softened water to the boiler feedwater tank at all times, eliminating hard water by-pass during regeneration. Also, using the “On-Off” vs. modulating make-up water control is recommended where lower make-up water is expected. This eliminates the possibility of “channeling” whereby a small stream of water creates a “channel” through the resin bed which can occur during periods of low flow vs. normal flow across the entire mineral bed of your softener. Channeling can result in the presence of “hard-water” even though your softener resin may not require regeneration. To help size your make-up valve and avoid channeling, low flow limits can be obtained by your water softener’s O & M manual or manufacturer specifications.

REVERSE OSMOSIS (RO)
Higher boiler operating pressures, or owner preference may lead to a pure water solution such as Reverse-Osmosis (RO) as shown below. If RO is chosen, further care into boiler and feedwater products selection should be considered and reviewed by plant engineer or consultant. Pure water tends to be aggressive to metallic pipes and other substances that dissolve and ionize in water – not due to acidity, but because of its high purity and lower levels of dissolved substances. Metals such as pump, tanks, piping and components that come into contact with RO water should include corrosion inhibitors. Distribution piping from the RO system to storage should be made of plastic piping. Certain boiler level controls that rely on conductivity may not be as effective when using RO water. Exchanging these type controls for traditional float-type or level transmitters is recommended.

DEAERATOR VS. FEEDWATER SYSTEM
Feedwater tank selection is an important part of your overall steam plant solution.
When choosing the right feed tank system for your steam plant, using answers to the above 10 questions and applying the data to available equipment in a usable format will likely result in proper selection.
Deaerator and feedwater tank systems both serve the same base purpose of reducing dissolved oxygen and carbon dioxide levels in feedwater to prevent corrosion, deliver needed feedwater upon demand, avoiding potential for thermal shock to the boiler and store enough pre-heated and treated water to allow for at least 10 minutes of run-time before reducing the water level below the Net Positive Suction Head required by your feedwater or transfer pumps, leading to system shut-down.
The following chart illustrates the need to consider a Deaerator vs. Feedwater system with pre-heater.
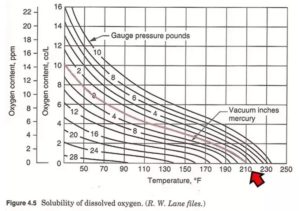
Deaerators are not always the right solution for owners. Steam plants support a variety of applications and designs which vary in size. Consideration should be given to the amount of make-up vs. hot condensate return, whether pumped or gravity, along with consideration of equipment first cost, size, location and headroom. There are also trade-offs such as increased chemical cost over the life of the tank to treat dissolved gases in a feedwater system vs. deaerator. Evaluate all aspects and payback before selecting the best solution for your steam plant. Often a combination deaerator and surge tank is the best solution for process applications where higher temperatures are being returned at higher rates or additional water storage is needed.
The comparison spreadsheet below illustrates some major differences between Deaerator and Feedwater tank w/Pre-heater.
*Comments are based upon Pressurized Deaerator
**Should not exceed temperature setting above 190ᵒF in case pre-heater overshoot or condensate returns higher than expected to avoid feedwater pump cavitation.
Additional Resources:
Cleaver Brooks / Do I Need a Deaerator?
American Boilers Mfg. Association / Deaerator White Paper
Be sure to catch up with us on Part 3 of 3 – BOILER WATERSIDE CARE & TREATMENT
