
In this final installment of Boiler Water Treatment, we will focus on the following three components:
- Chemical Treatment Application
- System Design/Treatment Injection Sites & Cautions
- Signs Your Treatment Program Requires Attention
CHEMICAL TREATMENT APPLICATION
Evaluation and analysis of all facets of chemical treatment must be examined prior to implementation.
Chemical treatment formulas have changed over the years along with applicability, codes, laws, and rules for safe use and compliance. A variety of material types and manufacturers are available; though many formulations are similar, application and follow up is key to a successful treatment program.
Due to other complexities like injection line type and size, distance to equipment being treated, and method / location of injection and pump types, proper evaluation is required to be sure the best solution is applied. Additional factors such as bulk delivery, storage, safe handling and use of PPE, along with liability and cost, help to determine the right fit for your treatment plan.
By partnering with your boiler supplier, engineer, and certified water professional, you can be confident the best treatment advice is provided. Misapplication can lead to major loss, severe penalties, ruptures, spills, and poor treatment, including the potential for pollution, energy efficiency loss from mud / scale build-up, and equipment failure. Additionally, health concerns may exist from steam injection in humidification, sterilization, and food processing where toxic steam may come into contact with humans.
Example of boiler operating characteristics that demand different treatment methods.
| A steam boiler operating at 10 psig with 10% soft water make-up, 3% blowdown, while receiving 87% condensed steam back in the form of hot treated condensate to the feedwater tank or deaerator with minimal “direct” steam use. |
|
VS |
| A steam boiler operating at 100 psig, having 55% direct steam use such as sterilizers, humidification or other live steam injection, 5% blowdown (60% soft water make-up) and 40% return condensate. |
Treatment Timeline
After your boiler has been installed and is ready for start-up, the process begins.
- Steam Boilers: Boil-out should be employed per manufacturer recommendations.
- Hot Water Boilers: If cleaning & flushing a new boiler with the entire hydronic system is the plan; be aware during the system flush, sediment may drop out in the boiler due to having the lowest delta P of all system components. This sediment can collect on tubes (Firetube) or in tubes (Watertube) and lower drum(s).
- Proper boiler isolation, drain, and rinse is recommended after a combined boiler & system flush to ensure sediment, welding slag from manufacturing, and other particles are removed
- Formal treatment injection should begin immediately upon boiler water fill.
A word about Boiler ECONOMIZERS on steam boilers: If you have multiple boilers, each having a flue gas economizer, and one or more boiler is in hot stand-by, it is recommended that a by-pass line with orifice be installed. This will recirculate water from a common feedwater header at economizer, to outlet piping of economizers, back into the deaerator, allowing treated water to continually flow at a low rate through economizer to protect tubes from corrosion.
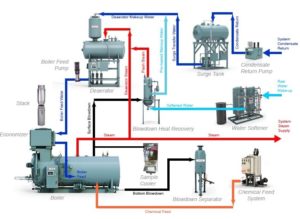
SYSTEM DESIGN / (POSSIBLE) TREATMENT INJECTION SITES
The system design below shows what a typical boiler plant can look like. Common treatment injection sites are shown by an ORANGE ARROW and will vary with each application.
SIGNS YOUR TREATMENT PROGRAM REQUIRES ATTENTION
There are specific markers given that are a red flag that your water treatment care program is in need of review and your boiler or related equipment requires attention or internal inspection. Here are a few of those markers:
- Water leaking around the base of your boiler (Watertube) or from under the front or rear head (Firetube Boiler) of your boilers.
- If, upon further inspection it is determined the water on the floor is not from typical condensation during warm up or other assembly deficiency and the boiler is up to temperature/pressure, we recommend the boiler is cooled and opened for internal visual inspection and possible hydrostatic testing.
- If signs of leakage appear to be coming from another source such as the boiler flue gas stack or economizer, further investigation into those areas is warranted.
- If boiler headers, shell and/or tubes appear to be the source, a hydrostatic pressure test is required to pinpoint cause.
- If boiler stack vapor (plume) is excessive in a non-condensing boiler, the same inspection as above is in order.
- If your boiler’s stack temperatures are excessive, replace temperature gauge with a calibrated gauge to ensure it is not defective.
- Once you determine gauges are accurate, inspect the waterside for scale and/or mud build-up and proper flows through tubes.
- If no indication of waterside problems, inspect fireside to determine structural condition and verify no gasketing failures.
- Other signs include, visible sediment in the water, discoloration in the gauge glass and/or blowdown water, water bounce with constant burner cycling or other operational anomalies.
Finally, there is an often-unspoken added benefit to a comprehensive water treatment program which involves a bit of human nature. Great waterside care avoids the blame game along with numerous hours of meetings, emails, texts, and personal anguish that often accompany boiler vessel and/or tube failure for lack of proper treatment or operational abuse. Many intelligent, well-meaning people often attempt to shift blame when their boiler or related equipment falls victim to neglect, abuse or lack of care. The evidence is often not in their favor.
All manufactures of commercial & industrial boiler equipment provide a plethora of resources including periodic training events, custom training designed for a specific site, on-line resources, operator training with video recording along with Operation and Maintenance manuals covering the subject of waterside care. These should be reviewed often with procedures implemented to maintain efficient operation and protect your boiler investment.
Retrofit applications can be particularly troublesome as older buildings, can retain certain older technologies that do not blend well with newer product technology. There can also exist a lack of disclosure with regard to how a building’s older condensate system functions, resulting in a detrimental effect to replacement or retrofit products. All of this can be avoided by meeting with a team of owners, suppliers, engineers and operating personnel to describe and explain system function and best solutions prior to purchase, so all involved understand and are comfortable with selections. The result can be boiler and associated boiler room equipment lasting 30-40 years or more of trouble-free operation as safely and efficiently designed.
Thank you for joining us! Looking forward to meeting you on future blogs!
Blessings!
Mike
