
One of the more common challenges facing boiler owners, operators and plant engineers is proper water treatment. For many operating engineers and owners water treatment is not a conundrum as they are fully engaged in the care and importance of a comprehensive boiler water treatment program. For those who are new to the boiler industry or desire a refresher, we offer this three-part blog dedicated to the subject of basic boiler water treatment and waterside care and its implementation.
It begins with reading and understanding manufacturers recommendations and implementing best practices to avoid negative impact from a deficiency in water treatment and waterside care. When you mitigate the potential for a boiler occurrence from vessel and/or tube failure, you accomplish several things; you keep employees and property safe, you avoid costly repairs, down-time & insurance cost escalation including work stoppage, and you extend boiler & associated equipment longevity with higher efficiencies resulting in energy reduction. Keep in mind there is much more to learn than what will be posted here, but this is a good place to start.
Having a basic understanding of where water impurities originate and how these impurities can affect your boiler and boiler room equipment helps reinforce the need for action. Let’s look at the hydrological cycle below to gain insight as to where elements such as soluble and insoluble hardness salts in our water supply come from.
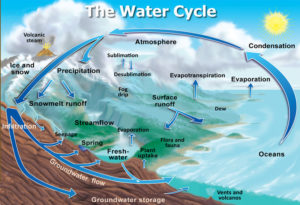
As you can see, naturally occurring elements and gasses like sodium, calcium carbonate (bicarbonates), magnesium, heavy metals, silica and other minerals, along with dissolved gasses like oxygen, carbon dioxide, nitrogen are all in water received by municipalities. This includes city, county well, water tower, and other means supplied by various methods into homes, schools, manufacturing plants, utilities, etc. These governed sources, though monitored and treated for harmful pollutants to humans, also include a long list of elements not mentioned, but less harmful in boiler water.
Since our focus centers on boilers operating at common pressures and temperatures, 5 – 150 psig steam, we will target those primary elements that cause most boiler & tube destruction. More on hot water boiler treatment later.
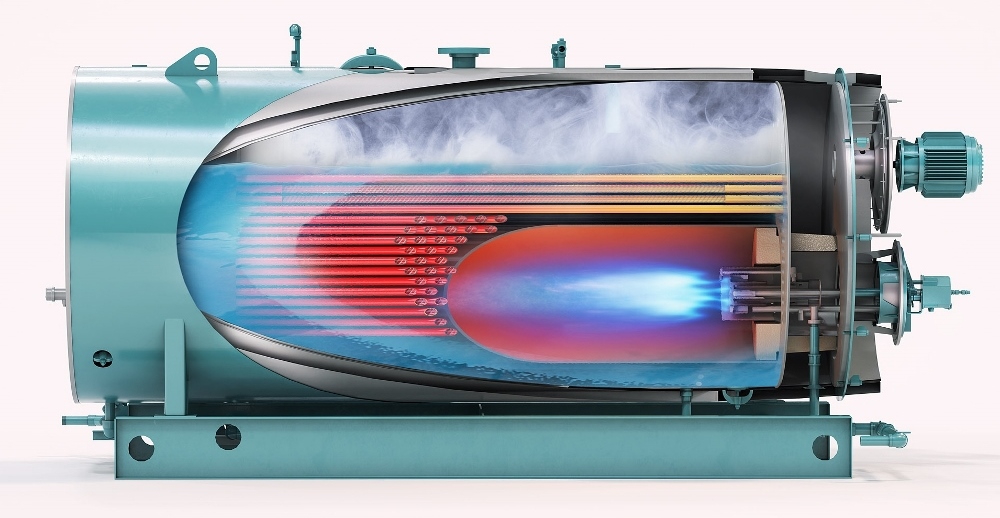
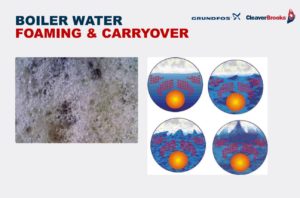
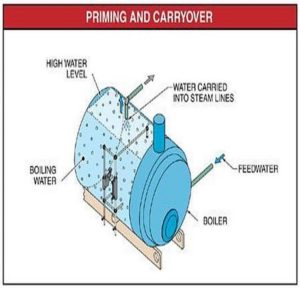
High concentrations of calcium and magnesium, oxygen, and carbon dioxide can cause scale build-up, loss of efficiency, and boiler/vessel or tube failure. Lack of proper pre-treatment via water softeners, deaerators, and other equipment or too much/too little chemical treatment and/or blowdown can also lead to improper TDS (total dissolved solids) levels, increased “cycles of concentration” oxygen corrosion and ultimately constitute the majority of pressure vessel and tube failures. In addition, boiler water imbalance can produce poor steam quality (wet steam), priming/carryover & foaming which compound operational issues such as lowering steam temperatures to processes, boiler “water bounce” and nuisance shut-downs, nucleate boiling on boiler tubes and/or tube sheets leading to overheating, stress cracking and failures.
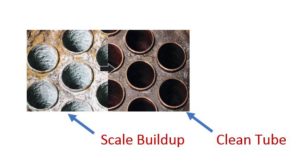
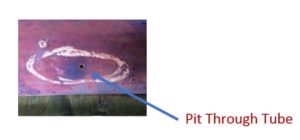
Examples of tube scaling and corrosion:
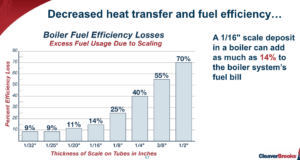
Scale: Acts like an insulator, decreasing boiler efficiency (above) as it builds and if not corrected, will ultimately lead to overheating and damage to tubes and vessels.

Oxygen & Carbon Dioxide Corrosion causes pitting and channeling in boiler tubes; can lead to tube leaks and failure.

Priming & Carryover
Other elements found in smaller quantities can cause problems in boilers supplying steam as the prime mover to turbine generators and other equipment requiring higher temperatures and pressures. Those will not be addressed here as treatment options vary greatly and become more complex. For Hot Water Boilers with carbon steel (ferrous metal) the primary concern is oxygen corrosion. Other tube materials like stainless steel and stainless alloys, which also require treatment, do tend to hold up better in hot water applications. Boiler vessels and tubes made from copper (non-ferrous) used in some hot water heating boilers are often low-volume vessels that can provide efficient heat transfer, but come with caution on temperature and pressure limitations and have a higher delta P. Other boilers offering aluminum heat exchangers do have greater heat transfer characteristics, but also favor adherence to a prescribed pH range and are not as complimentary as carbon, stainless steel and copper fin boilers to system piping and components. Be sure to consult your water treatment specialist for proper and ongoing treatment.
The goal of reducing harmful water impurities, maintaining proper TDS & pH levels and eliminating gasses must be a daily mind-set and include chemistry readings and a boiler room log to monitor and adjust as needed. Consideration must also be given to testing condensate return temperatures and methods to eliminate sources of rogue, untreated, infiltration or contaminated returns. Following boiler manufacturers recommendations for blowdown along with water chemistry control limits will help achieve these goals. To Learn more about suggested boiler water “Control Limits” consider obtaining document ABMA-Boiler 402, “Boiler Water Quality Requirements & Associated Steam Quality for ICI Boilers” via Techstreet.com.
With all sincerity, take heed the importance and possible implications to the lack of proper water treatment, blowdown and preventive maintenance which can lead to catastrophic pressure vessel failure, serious danger and even loss of life. This blogger cannot emphasize enough the importance of a comprehensive water treatment program for all steam boiler and ASME pressure vessels.
Be sure to catch up with us on Part Two – Next Month !
Author: M. Conley / D. J. Conley Associates Inc. 1974 – present.
Resources: Cleaver-Brooks Company and various
